tanihiro KOGEI
タニヒロ工芸: Since Jul.8 2005 /All Rights Reserved
(C)tanihiro KOGEI
Last modified 2007/05/05
Last modified 2007/05/05

tanihiro KOGEIタニヒロ工芸: Since Jul.8 2005 /All Rights Reserved
(C)tanihiro KOGEI
Last modified 2007/05/05 |
|
| ホーム ・ 製品 ・ 工程 ・ 材料 ・ 設備 |
チタンと黒檀のボールペン製作工程 P.4(以下の手順は、本来の道具の使い方と異なる部分もあります。実施の際は個人の責任で安全に充分注意を払ってください。) ■軸本体の穴あけ:
■軸本体の穴あけ:ペンの本体となる軸の穴あけ。ここではボール盤(フライス) で加工。パーカーリフィルが外径6mmなのでφ6.1で加工。ペン先の 固定のためφ7φ8加工を段取りせずに一度に加工し、同心を維持する。  ■センター穴加工(基準の読み替え):
■センター穴加工(基準の読み替え):上記の穴あけでは、丸棒のもともとのセンターと幾分ずれてしまうので 、明けた穴を基準に旋盤で外形の加工をやり直す。そのため、上記でφ8の穴加工が 終わった段階で、ドリルがはまったまま、旋盤にセットする。 回転するとワーク後端で芯ずれのためブレた回転をしている。 そのまま気にせず、センター加工し、新規のセンターを加工する。  ■基準読み替え後の外形加工:
■基準読み替え後の外形加工:固定センターに付け替えてセット後、外形を加工し、新基準の丸棒に加工しなおす。  ■φ6.1穴の追加工:
■φ6.1穴の追加工:深さ80mmの穴は卓上ボール盤ではストローク不足のことがあるので、不足分を 旋盤で追加工する。ドリルをチャックに把持しワークをセット。ワークの後端を固定センターで 所定のストローク押す。ワークが回転してしまうので、プライヤーで固定しながら行う。 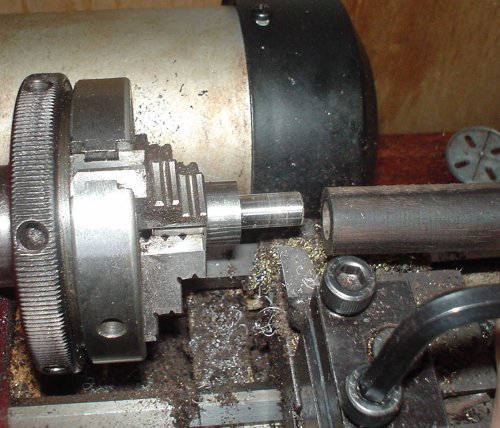 ■ペン先のはめあい確認:
■ペン先のはめあい確認:加工済みのペン先をチャックして、勘合状態を確認する。強すぎないように、あらかじめ太めに加工していた ペン先の勘合部を調整しながら、外径を決定していく。相手が木なので、勘合が強すぎると内部応力となって割れが発生する ため細心の注意で行う。  ■構造部品の出来上がり:
■構造部品の出来上がり:全体を仮組してみる。構造部の状態を確認しOKであれば、いよいよ 形状加工に入っていく。 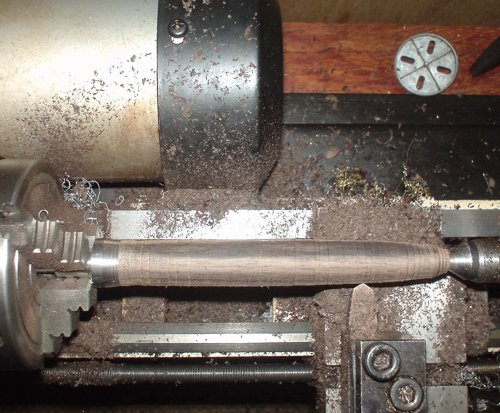 ■形状加工1:
■形状加工1:全体を組み立てた状態で、形状加工を行う。キャップと軸の折り合いのため 共加工で行う。 キャップのセンターを把持できるように、ブッシュの先端は5〜10mm程度 長めに作っておく。形状加工後最後に切り落とす。 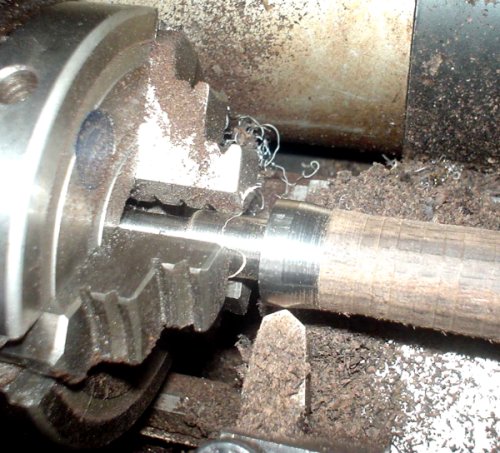 ■形状加工2:
■形状加工2:チタンのキャップブッシュ部分。 テーパー状の加工も行う。  ■クリップの形状加工:
■クリップの形状加工:金属部品の形状加工はおおまかな形状をグラインダーで出す。巻き込まれると危険なので プライヤーを使う。 このあと微細な形状や傷を取るためペンシルグラインダーで仕上げる。  ■クリップ部シリコンバフ研磨:
■クリップ部シリコンバフ研磨: ■クリップ部羊毛バフ研磨:
■クリップ部羊毛バフ研磨: ■オイル仕上げ:
■オイル仕上げ: ■磨き完了:
■磨き完了: |
|
|
Copyright(C)
tanihiro KOGEI All Rights Reserved. |