tanihiro KOGEI
タニヒロ工芸: Since Jul.8 2005 /All Rights Reserved
(C)tanihiro KOGEI
Last modified 2007/05/05
Last modified 2007/05/05

tanihiro KOGEIタニヒロ工芸: Since Jul.8 2005 /All Rights Reserved
(C)tanihiro KOGEI
Last modified 2007/05/05 |
|
| ホーム ・ 製品 ・ 工程 ・ 材料 ・ 設備 |
チタンと黒檀のボールペン製作工程 P.1(以下の手順は、本来の道具の使い方と異なる部分もあります。実施の際は個人の責任で安全に充分注意を払ってください。) ■スタイリング設計段階:
■スタイリング設計段階:右の参考文献エイ出版社「ステーショナリーマガジンNo001」六耀社「日本産万年筆型録」を 見ながらイメージを固めスケッチする。 
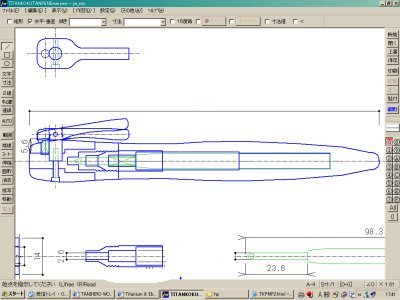 ■構造設計段階:
■構造設計段階:今回は、シルバーとブラックでシャープなイメージを狙い黒檀とチタンを使うこととする。替え芯はパーカーのリフィル(全長98mm)を前提に設計。 チタンは軽く(比重4.5 鉄の60%)強くさびない。地球上に広く分布。他の物質と結合する性質が非常に高い金属で すぐに酸素と結びつき表面にナノミリの薄い透明な酸化チタンを 形成する。この酸化チタンは非常に丈夫で 常温大気中では非常に安定した状態を保つため 肌に触れてもイオン化せずアレルギーを起こさない。そのため最近はアクセサリー材料としても多用される。 今回は加工性を考慮して純チタンTB340を使用。 設計ツールはJW-CAD FOR WINDOWS。2D設計。 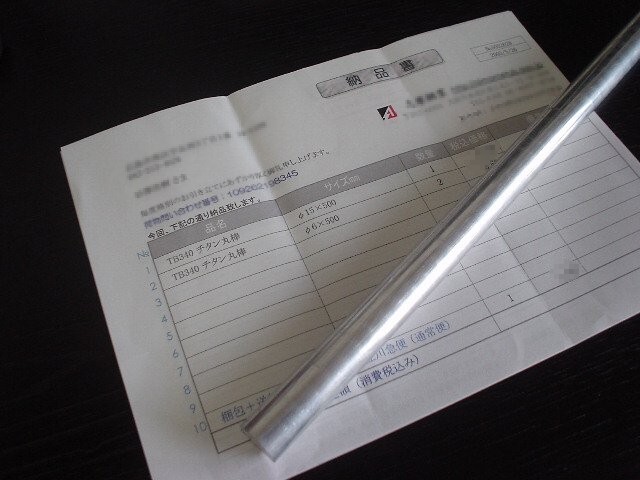 ■材料手配・納入:
■材料手配・納入:黒檀丸棒は東急ハンズやホームセンターで調達可能。 黒檀丸棒はパイプ状のものも販売されているが心円度が低く好ましくない。 材料についてはMATERIALの章参照。 チタン丸棒、φ15X500、φ10X500、φ6X500を購入。パーカーの替え芯スタンダード、 クリップ動作用のスプリング、SUS M1.7ねじを購入。  ■材料カット:
■材料カット:チタン丸棒をステンレス用の金ノコ(材質SKH-51 高速度工具鋼)でカットする。 炭素鋼の金ノコでは一瞬で歯がなくなってしまう。 SKH-51はハイス鋼の中で、最も広く使用されている材料の1つ。 φ15の丸棒で5分程度でカット可能だが、かなり疲れる。最も体力を必要とする工程。 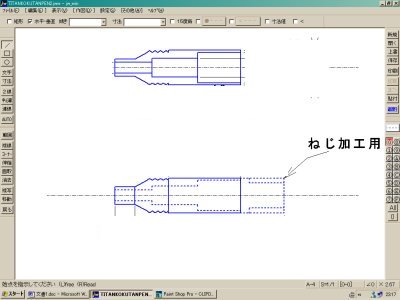 ■ペン先の部品図:
■ペン先の部品図:φ10の丸棒から削りだし、形状を出したところでM8ねじ加工を行う。  ■ペン先穴のドリル加工:
■ペン先穴のドリル加工:全体を外形φ8に加工後、φ2.6の穴を加工。特に注意点はなし。  ■ペン先のねじ加工1:
■ペン先のねじ加工1:ワークを芯押し台側にセットしなおし、M8ダイスを三爪チャックにセットして、手で回しながら 最初の1,2山のみねじ加工する。ダイスが滑って回りだすのでこの状態でねじ加工を 完了するのは不可能。これは次の工程で、手で芯を合わせやすいようにする目的だけ。(本来はダイスホルダーを芯押し台側、ワークをチャック側にセットする)  ■ペン先のねじ加工2:
■ペン先のねじ加工2:ワークの後端にバイスにセットする面加工を施したあと、バイスにセットし手でねじ切りを完了する。 (傷を避けるためバイスの口金に銅板を当て締める。) ここではバイスがアルミ製なので無で実施。  ■穴加工の準備:
■穴加工の準備:内部の穴φ7をあけるためにドリルを準備。騒音を抑え、安全に作業する ために時間はかかるが徐々に径を上げて行く。 外形5mm、6mm、6.5mm、7mmとする。ドリルはNACHIの汎用鉄工ドリル。  ■穴加工:
■穴加工:芯押し台のストロークで深さを管理する。  ■一応出来上がり:
■一応出来上がり:先端にツールマークがあり光沢も低いので別途仕上げるが、一旦出来上がり。  ページ2 ページ2
|
|
|
Copyright(C)
tanihiro KOGEI All Rights Reserved. |