tanihiro KOGEI
タニヒロ工芸: Since Jul.8 2005 /All Rights Reserved
(C)tanihiro KOGEI
Last modified 2007/05/05
Last modified 2007/05/05

tanihiro KOGEIタニヒロ工芸: Since Jul.8 2005 /All Rights Reserved
(C)tanihiro KOGEI
Last modified 2007/05/05 |
|
| ホーム ・ 製品 ・ 工程 ・ 材料 ・ 設備 |
チタンと黒檀のボールペン製作工程 P.2(以下の手順は、本来の道具の使い方と異なる部分もあります。実施の際は個人の責任で安全に充分注意を払ってください。)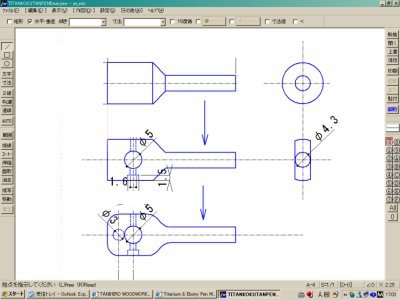 ■クリップの部品図:
■クリップの部品図:今回はコイルスプリングによる可動式のクリップとする。材料は 同じくTB340。 全体の形状は旋盤で削りだし、フライス盤で平面部を構成し たあとグラインダーで形状仕上げ、羊毛バフで鏡面仕上げする。 固定用のφ5mmのピンや回転部のM1.7SUSねじの入る穴を軸芯と直角に加工するため やや難易度が高い部品。 目標加工時間4時間。  ■大荒加工:
■大荒加工:φ10mm丸棒で加工開始。チタンは切粉が線状に連続しワークに巻く付くため 再三機械を停止し除去が必要非常に効率が悪い。  ■保護具:
■保護具:たまに飛んで来るので必ずゴーグルを身に着ける。 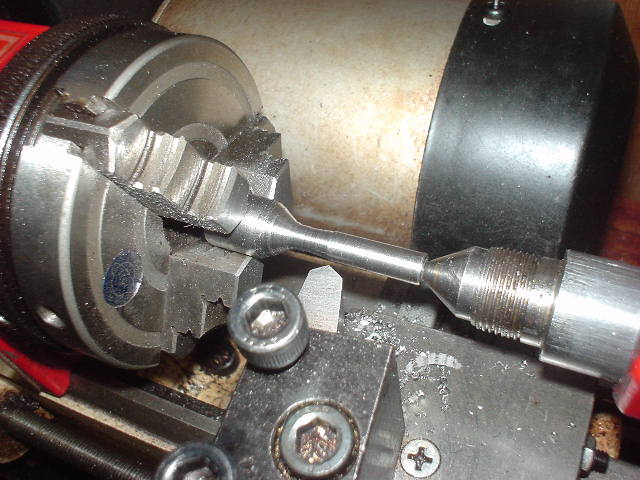 ■中荒加工:
■中荒加工:テーパー部分の形状など剣バイトで形成する。  ■フライス加工:
■フライス加工:クリップの頭部分、φ10mmに加工された部分の両面をフライスで落とし 平面部分を形成する。ここでは5mmエンドミルを使用。  ■フライスでの横穴加工1:
■フライスでの横穴加工1:正しく横穴を空けるのはやや厄介。前工程でフラットのなった両面をバイスに90度回して固定。 一旦センタードリルを把持して、旋盤で加工したセンター穴 の基準に合わせかえる。そのままφ1mmのエンドミルに持ち替え X方向にテーブルスライドすることで正確なケガキをセンターに掘り込む。  ■フライスでの横穴加工2:
■フライスでの横穴加工2:そのエンドミル1mmの溝を側面に延長し、所定の位置でそのまま突き加工し 横穴を空け、基準の穴とする。  ■ラフに形状できあがり:
■ラフに形状できあがり:上記基準の穴を使用して、φ5mmのピンの入るポケットを加工。 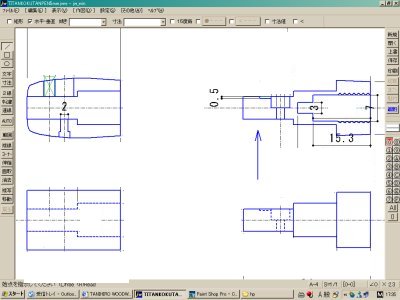 ■キャップの部品図:
■キャップの部品図:キャップは内部にTB340のブッシュをもち、これにM8メスねじ加工を施す。 外側は黒檀を削りだしたものに穴を開け、ブッシュを挿入する。木材の割れを防ぐために 勘合の強さには細心の注意をする。 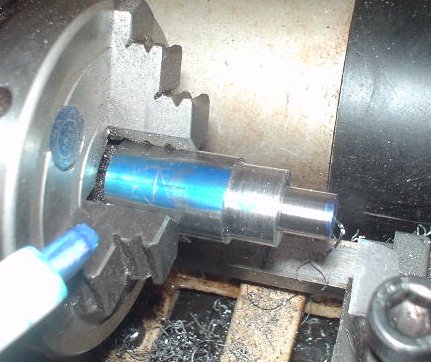 ■キャップ内部のブッシュ大荒加工:
■キャップ内部のブッシュ大荒加工:これまで同様、切粉の巻きつきに気をつけながら、大きい切り込み、低速送り、低回転で削りだしていく。 写真のようにケガキや削り残し部分の確認にはホワイトボードマーカーを使っている。  ■一旦ラフに出来上がり:
■一旦ラフに出来上がり:
 ページ3 ページ3
|
|
|
Copyright(C)
tanihiro KOGEI All Rights Reserved. |