tanihiro KOGEI
タニヒロ工芸: Since Jul.8 2005 /All Rights Reserved
(C)tanihiro KOGEI
Last modified 2007/05/05
Last modified 2007/05/05

tanihiro KOGEIタニヒロ工芸: Since Jul.8 2005 /All Rights Reserved
(C)tanihiro KOGEI
Last modified 2007/05/05 |
|
| ホーム ・ 製品 ・ 工程 ・ 材料 ・ 設備 |
チタンと黒檀のボールペン製作工程 P.3(以下の手順は、本来の道具の使い方と異なる部分もあります。実施の際は個人の責任で安全に充分注意を払ってください。) ■ブッシュの横穴加工:
■ブッシュの横穴加工:ブッシュに対して、M8メスネジを切る。手順はシフトノブ参照。 そこにM8オス全ネジをねじ込みダブルナットで固定した上で、写真のように 水平にフライスのバイスにセット。写真のようにセンター穴加工後 この位置決め状態でφ1.7キリ貫通穴を鉄工ドリルで、φ5のポケット深さ1mmをエンドミルで加工する。φ5のポケット にはクリップのヒンジとなるφ5のヒンジピンが挿入される。これでブッシュの構造部 加工は一旦終了。  ■クリップのヒンジ穴共加工:
■クリップのヒンジ穴共加工:別に加工しておいたφ5のヒンジピンを前述のクリップの裏側ポケットに 挿入しφ1.4鉄工ドリルで共加工する。このあとクリップ側の穴はM1.7のネジ加工。 ピン側はφ1.7にオーバーサイズ加工する。  ■金属部品の構造部加工一旦完了:
■金属部品の構造部加工一旦完了:ここで金属部品の構造部の加工が一旦完了。キャップ部の3部品 (ブッシュ、クリップ、ヒンジピン)を仮組して出来栄えを確認。 ようやく次から木の加工に入る。  ■黒檀丸棒の切り出し:
■黒檀丸棒の切り出し:黒檀の丸棒はホームセンターの銘木コーナーや東急ハンズで購入可能。 所定の寸法にカット。ノコは工作用シルキーミニミニソー。グリップがゴムで使い易い。  ■キャップのブッシュ勘合穴加工:
■キャップのブッシュ勘合穴加工:キャップの穴加工。三つ爪チャックで把持しているが、これは不安定なのでお勧めしません。 木のザクツですぐ緩むので長時間の加工は不可能。頻繁に緩みをチェックする必要有。 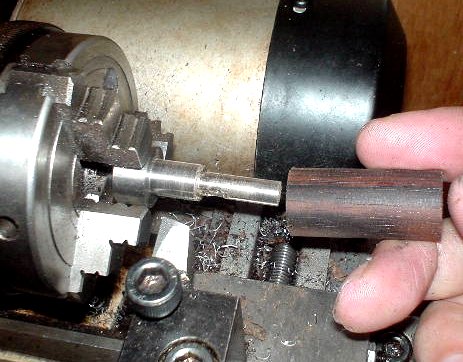 ■キャップのブッシュ勘合確認と調整:
■キャップのブッシュ勘合確認と調整:穴加工の後、ブッシュをチャックして、勘合を確認しながら旋盤で、あらかじめ大き目の 径にしていたブッシュの外形を調整しながら勘合を確認する。  ■キャップのヒンジピン挿入横穴の加工:
■キャップのヒンジピン挿入横穴の加工:勘合がOKとなった後、アッシー状態で例によってM8オスネジをねじ込んで、フライスのバイスにセット。 クリップのヒンジピンを挿入するφ5の横穴をエンドミルの突き加工で加工。 ブッシュの横穴は既に加工済みなのでこれを利用して位置決めする。  ■キャップの構造部分一旦完了:
■キャップの構造部分一旦完了: ページ4 ページ4
|
|
|
Copyright(C)
tanihiro KOGEI All Rights Reserved. |