tanihiro KOGEI
タニヒロ工芸: Since Jul.8 2005 /All Rights Reserved
(C)tanihiro KOGEI
Last modified 2007/05/05
Last modified 2007/05/05

tanihiro KOGEIタニヒロ工芸: Since Jul.8 2005 /All Rights Reserved
(C)tanihiro KOGEI
Last modified 2007/05/05 |
|
| ホーム ・ 製品 ・ 工程 ・ 材料 ・ 設備 |
ウエンジと欅のシフトノブ(2005)製作工程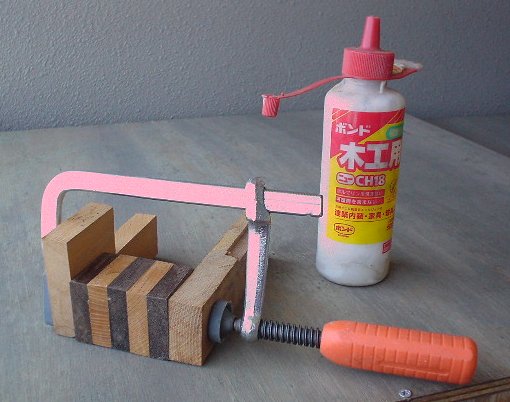 ■材料の準備。東急ハンズで購入した銘木ブロックを貼り合わせる。黄色部分はケヤキ。
ニレ科ケヤキ属の落葉広葉樹。我が国広葉樹の
なかで第一の良材として古くから建築材、家具材として幅広く用いられる。
特に寺社建築に重用されたり、農家の大黒柱としても用いられた。 排気ガスにも強く街路樹の
代表的存在。黒色部分はウエンジ。マメ科の広葉樹。アジア産のものはタイ、ビルマ。アフリカ
産のものはザイールに多く産する。木質は重硬かつ強靭。
耐久性は非常に高く、シロアリの虫害にも強い。 高級家具、飾り棚、
など装飾的な用途に用いられる。
■材料の準備。東急ハンズで購入した銘木ブロックを貼り合わせる。黄色部分はケヤキ。
ニレ科ケヤキ属の落葉広葉樹。我が国広葉樹の
なかで第一の良材として古くから建築材、家具材として幅広く用いられる。
特に寺社建築に重用されたり、農家の大黒柱としても用いられた。 排気ガスにも強く街路樹の
代表的存在。黒色部分はウエンジ。マメ科の広葉樹。アジア産のものはタイ、ビルマ。アフリカ
産のものはザイールに多く産する。木質は重硬かつ強靭。
耐久性は非常に高く、シロアリの虫害にも強い。 高級家具、飾り棚、
など装飾的な用途に用いられる。 その2種類を装飾的な狙いで交互に木工ボンド( 酢酸ビニル系)で貼り合わせ、Fクランプで力の限り締め上げる。この状態で最低一週間放置する。  ■荒取り。狙いの寸法にのこぎりで荒取りする。サンプルのアルミ製シフトの部の外径が30mmなので
35mm〜40mmにカットする。材料が小さく手で保持すると危険なので、Fクランプで作業台に固定する。
■荒取り。狙いの寸法にのこぎりで荒取りする。サンプルのアルミ製シフトの部の外径が30mmなので
35mm〜40mmにカットする。材料が小さく手で保持すると危険なので、Fクランプで作業台に固定する。 ■大荒加工。旋盤にセットし、円柱に加工する。旋盤へのセットは通常の三つ爪チャックでは把持
できないため、10mmの木工ドリルでセンター加工後、ドリルを旋盤にチャックさせ材料を回転させる。
■大荒加工。旋盤にセットし、円柱に加工する。旋盤へのセットは通常の三つ爪チャックでは把持
できないため、10mmの木工ドリルでセンター加工後、ドリルを旋盤にチャックさせ材料を回転させる。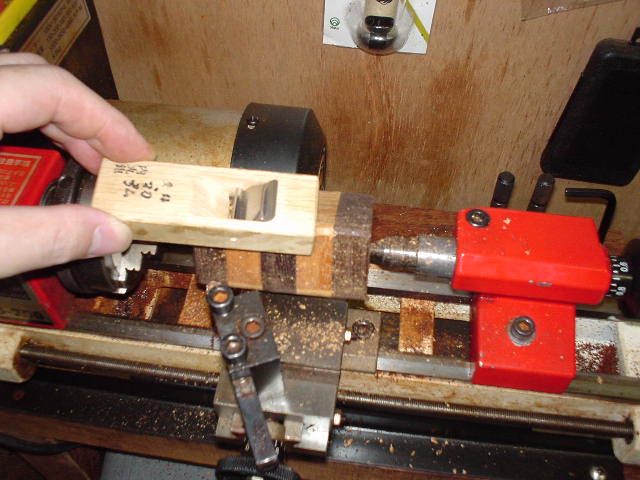 ■加工開始時の騒音(角部の衝撃音)を下げるため面取りカンナで面取りを施す。
■加工開始時の騒音(角部の衝撃音)を下げるため面取りカンナで面取りを施す。 ■一旦、円柱状に加工完了。横にあるのはアルミ製のサンプル。
■一旦、円柱状に加工完了。横にあるのはアルミ製のサンプル。 ■ねじ部の加工。φ15mmの真鍮丸棒を使う。フランジ部を残し外径φ13mmに加工。シフトノブ本体の穴側は木工ドリルφ13mmで加工するため精度が怪しいので、真鍮丸棒の外形は13.1mm程度で仕上げておく。
写真はねじ加工の様子。M10X1.25のタップを旋盤の心押し台側にセットし、材料を手で回して加工する。
■ねじ部の加工。φ15mmの真鍮丸棒を使う。フランジ部を残し外径φ13mmに加工。シフトノブ本体の穴側は木工ドリルφ13mmで加工するため精度が怪しいので、真鍮丸棒の外形は13.1mm程度で仕上げておく。
写真はねじ加工の様子。M10X1.25のタップを旋盤の心押し台側にセットし、材料を手で回して加工する。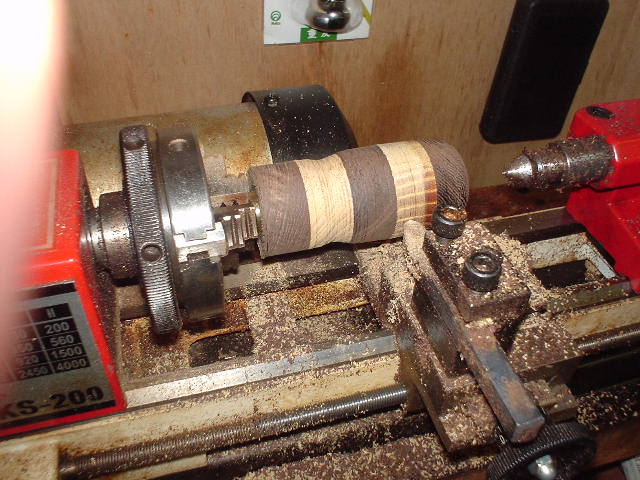 ■形状加工。剣バイトで送りをフィーリングで調整しながら自由形状を形成していく。この時は、
メスねじ加工した真鍮丸棒をアッシー状態とし、ねじ込んだM10オスねじを三つ爪チャックに把持して
旋盤加工することで、ねじ部と木製部分の芯をあわすことができる。
■形状加工。剣バイトで送りをフィーリングで調整しながら自由形状を形成していく。この時は、
メスねじ加工した真鍮丸棒をアッシー状態とし、ねじ込んだM10オスねじを三つ爪チャックに把持して
旋盤加工することで、ねじ部と木製部分の芯をあわすことができる。 ■仕上げ。サンドペーパで形状を整え、表面を仕上げる。#120、#240、#300、#600、#1000の順番で
仕上げて光沢を出していく。この時は必ず防塵マスクをする。
■仕上げ。サンドペーパで形状を整え、表面を仕上げる。#120、#240、#300、#600、#1000の順番で
仕上げて光沢を出していく。この時は必ず防塵マスクをする。 ■表面処理。木目を生かすオイルフィニッシュとする。オイルは荏油(えあぶら)。
紫蘇(しそ)科の一年草、荏胡麻(えごま)の実から
■表面処理。木目を生かすオイルフィニッシュとする。オイルは荏油(えあぶら)。
紫蘇(しそ)科の一年草、荏胡麻(えごま)の実から
 採った100%植物油の艶出し油。有害な石油系の化学物質や防腐剤、及び重金属などは含まず、安全。
採った100%植物油の艶出し油。有害な石油系の化学物質や防腐剤、及び重金属などは含まず、安全。 ■完成。まずマイカーに装着。ATはねじがM8X1.25のためマッチせずがっかり。ロッド部分が多
く露出し、とてもかっこ悪い。
■完成。まずマイカーに装着。ATはねじがM8X1.25のためマッチせずがっかり。ロッド部分が多
く露出し、とてもかっこ悪い。 次に発注者のロードスターに装着。ちょっとケヤキの黄色が派手だったか。
やはりアルミのほうがかっこいい。
次に発注者のロードスターに装着。ちょっとケヤキの黄色が派手だったか。
やはりアルミのほうがかっこいい。 |
|
|
Copyright(C)
tanihiro KOGEI All Rights Reserved. |